
All tools will cut better and longer if they are used as intended and annular cutters are no exception to that. And just like many other tools, they more often than not get put into a machine and quickly flogged to death in a maelstrom of other conflicting demands – urgency, machine suitability, operator understanding, they all add up to a recipe for reducing the ROI on your tools.
So how can you break the cycle and get the return you need from these basic consumables?
Listed below are several factors that you can look at and, while some may be beyond your control, making use of any that are available will certainly help your chances of seeing less frequent replacement or resharpening costs if you get them right. Click on the titles to see more about each point.
Remember, getting the best tool life and the best hole quality both depend on using the tool as it was designed to be used, so some of the points listed will also appear in THIS ARTICLE.

Run your cutters in
Why does this help? Because the very fine points and edges created are so precise and sharp that they are actually brittle and prone to damage. Anyone who has taken a freshly sharpened pencil and pushed that shiny black tip hard into a piece of paper will be all-too-familiar with the result of going too hard too soon with a pointy tool. Instead, like the pencil, wear it in by going easy on it for a little while – it will greatly extend the time between sharpens and will produce a better result in the meantime.

It is worth noting that both HSS and TCT cutters can be resharpened if they are only dulled or slightly damaged, but heavy damage to either is likely to make repairing them uneconomical.
How should it be run-in? For the first few holes, use a reduced feed rate to avoid applying excessive pressure to the tool. At this point the edges are still super-sharp and therefore bite into the workpiece more readily than a run-in cutter will. This means that a) the cutter will need less force to penetrate the material so can still cut effectively at pressures that are gentler on the brittle micro-edges, and b) the risk of cutting too deep a chip, and thereby stressing the finer edges, is greatly reduced.
The result is a cutting edge that technically becomes less fractionally sharp but in reality becomes a far more efficient and robust metal removal device.
Stability is critical
When it comes to getting more from your annular cutters, not much beats stability. It significantly contributes to the life you get from your cutters but also helps ensure good hole quality, which is why we say the same things about it in THIS ARTICLE.
Don’t be fooled into thinking you can be sure of a stable drilling environment just because you have a big magnet at the business end of the machine, you’ll need to take some other steps to see real differences to your cutter life. ANY movement will risk damaging the cutter, reducing the tool life and the quality of the hole.
Check your arbor and drive every time. Ensure that they are mating correctly and providing a clean and rigid mount. Any interference from contamination can cause vibration or movement and lead to tool breakage or damage.

Before positioning the drill, always check and clean both the surface you’re putting on and the base of the magnet itself. Ensure that they are both clean, dry and free from any rust, grease or debris and that the magnets sits in full contact with the surface. Torque and other forces can cause even apparently strong adhesion to fail and even small movements can be catastrophic to your cutters.
The steel surface you are attaching to should be a minimum of 10mm thick to ensure the rated adhesive power of the magnet is achieved. Thinner steel is unlikely to create sufficient clamping force to resist the forces during cutting.
Auto cut-out is a tool saver. If it’s difficult to ensure that the mag drill is completely stable and tightly clamped, a machine with automatic cut-out will help, taking the load off the cutter as soon as a reduced clamping force or magnet movement is detected. It may not completely eliminate damage all the time, but it will greatly reduce the chance of cutters breaking and also avoids over-loading the drill motor.
Use the correct speed and feed
How do you know what is the correct speed? In the real world of NZ users, this is not as clear as it sounds. Many of the mag drills that the cutters get used on will only have a simple 2-speed motor, some of them may even have just the one speed. Better machines will have variable speed control that allows you to set the best speed for any situation you encounter.
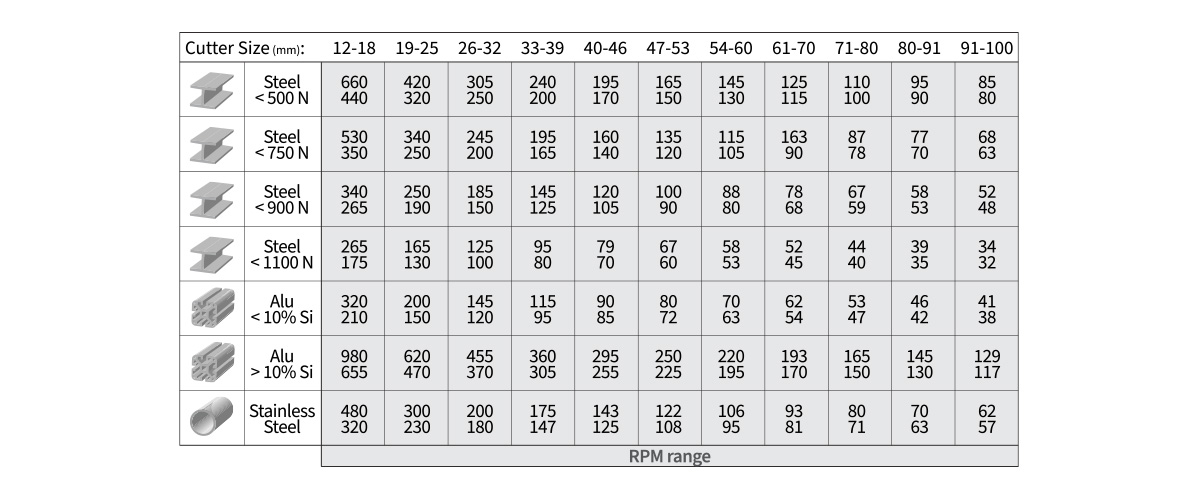
Remember that ‘correct’ speeds are related to other parameters, for example the harder the workpiece or the greater the cutter diameter, the slower you want to go. The table below is a useful reference guide to speed ranges for different materials and cutter diameters, but some experimentation around these numbers may be needed to find what works best for you.
Sharpness
As mentioned in the previous point, feed pressure is partly related to cutter sharpness and cutter efficiency. A rough guide here is to look out for when the feed rate under gentle to moderate pressure has dropped to half the rate of a newly run-in cutter, this is an indication that the cutter should be sharpened. Continuing to use the cutter sounds tempting but is likely to be false economy, as the wear on the teeth increases exponentially as they go blunt. The result could easily be more than double the sharpening costs for drilling less than double the holes and the risk of cutter damage or breaking is far greater.

Keep them cool
Any sort of lubrication is better than none – even water has some slippery qualities about it! For best penetrating lubrication we recommend a high quality, thin neat oil like Altdorf CutNCool, and this is essential to good cutter life if working with hard/tough materials. If you are working vertically or upside down, sometimes a lubricating paste can be more practical.

Water soluble oils can also be used and are cheap, but in our opinion don’t provide enough lubricity for most applications and will likely end up costing more in cutters.
If you have a situation where you can’t use any lubrication we would recommend using carbide tipped cutters which are more heat resistant, however even they will still give longer life when well lubricated.
Summary
Getting the best tool life from your annular cutters is really no different to other tools – run them in, keep them sharp, avoid damaging them and keep them cooled and lubricated.
If you want to know more about how choose the right annular cutters, see our article HERE, or for help on getting better hole quality from them, read THIS ARTICLE instead.
Looking for advice on how to choose your new Mag Drill? THIS ARTICLE will help.



