Your mag drills need to make consistent, clean and accurate holes. For maximum efficiency, better holes require less extra finishing and can save hours of man-time over a whole job.
So how can you break the cycle and get the return you need from these basic consumables?
But how do you ensure your annular cutters provide the best quality holes every time? Following the steps listed below will give you the best chance to maximise your ROI from these tools. Click on the titles to see full details of each point.
Remember, getting the best tool life and the best hole quality both depend on using the tool as it was designed to be used, so some of the points listed will also appear in THIS ARTICLE.

Stability is critical
When it comes to getting more from your annular cutters, not much beats stability. It helps ensure good hole quality but also goes a long way to ensuring you get good tool life from the cutters, which is why we say the same things about it in THIS ARTICLE.
Don’t be fooled into thinking you can be sure of a stable drilling environment just because you have a big magnet at the business end of the machine, you’ll need to take some other steps to see real differences to your cutter life. ANY movement will risk damaging the cutter, reducing the tool life and the quality of the hole.
Check your arbor and drive every time. Ensure that they are mating correctly and providing a clean and rigid mount. Any interference from contamination can cause vibration or movement and lead to tool breakage or damage.

Before positioning the drill, always check and clean both the surface you’re putting on and the base of the magnet itself. Ensure that they are both clean, dry and free from any rust, grease or debris and that the magnets sits in full contact with the surface. Torque and other forces can cause even apparently strong adhesion to fail and even small movements can be catastrophic to your cutters.
The steel surface you are attaching to should be a minimum of 10mm thick to ensure the rated adhesive power of the magnet is achieved. Thinner steel is unlikely to create sufficient clamping force to resist the forces during cutting.
Auto cut-out is a tool saver. If it’s difficult to ensure that the mag drill is completely stable and tightly clamped, a machine with automatic cut-out will help, taking the load off the cutter as soon as a reduced clamping force or magnet movement is detected. It may not completely eliminate damage all the time, but it will greatly reduce the chance of cutters breaking and also avoids over-loading the drill motor.
Coolant is vital
Always use coolant! Use your machine’s through-coolant system if available, it’s designed to help you get the best from your tools. If you aren’t sure how much coolant you should be using, err on the side of caution by going for more, never less. If you’re using soluble coolants, run them rich and try neat coolants or wax-based products if it gets awkward to deliver the coolant to the cutting zone.
And make sure you cool it all - if you’re going to be drilling holes in more than one stage, i.e taking the cutter out of the hole and re-inserting it, always apply coolant to BOTH hole and cutter to minimise the chance of thermal shock when the cutter goes back into the hole.
Feed Rate is Important
If it’s too slow the cutter will effectively just be rubbing on the material and that’s going to build up a lot of heat in that will dull and damage the cutting tool (and possibly harden the material too). Of course, too fast a feed rate is also going to damage the cutters, so you need to maintain a steady, firm rate that keeps the cutters penetrating without pushing too hard.
We talk a bit more about feed rate and feed pressure in THIS ARTICLE on how to get better tool life from your cutters.
Speed is also important
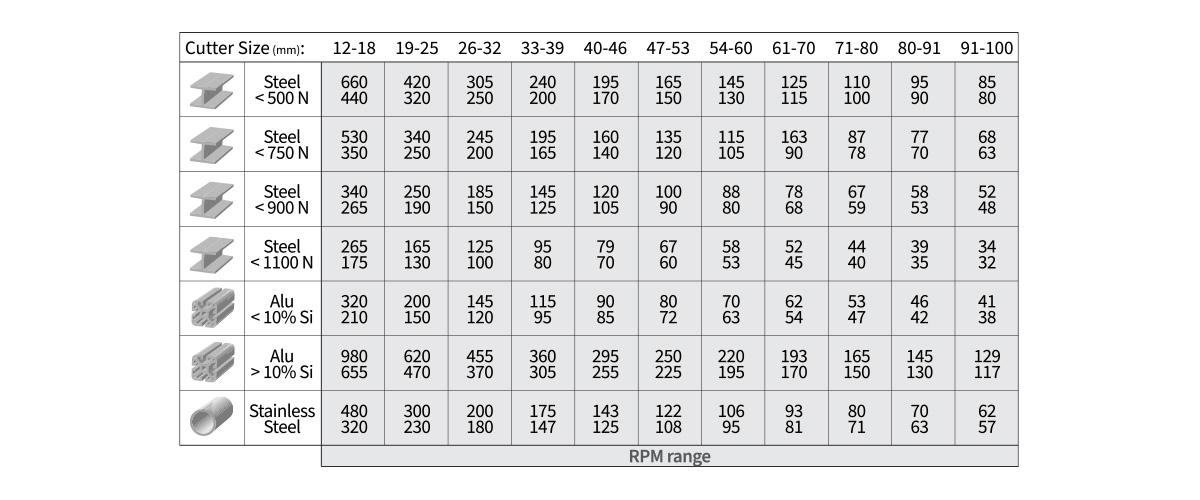
Feed rate is only half the story, of course, as it goes hand in hand with speed. The chart shown below is a good guide for selecting the right speeds for your jobs – try to get as close as you can to these recommended speeds but always keep in mind that these are generalisations, the specifics of your job may mean that you need to use different figures to get the best results.
Use sharp cutters
Sharp cutters perform better than dull or damaged ones, which will be more likely to overheat or snag, leading to breakage – get them sharpened as soon as you notice their performance dropping off.
Run your cutters in
Always run-in new or freshly sharpened cutters – use a slightly reduced feed rate for the first few holes. They will last significantly longer if they have chance to ‘wear in’ rather than going hard with them when they are brand new.
For more on running your cutters in, see THIS ARTICLE on how to get better tool life from your cutters.

Summary
Getting the best hole quality from your cutters is closely aligned with getting the best tool life from them, because using them as intended is bound to give best results all round! Keep everything as stable as possible, use te appropriate coolant to avoid excessive heat, get your feed rate and speed as close to the ideal range as you can and always use sharp, well run-in cutters.
If you want to know more about how choose the right annular cutters, see our article HERE, or for help on getting better life from them, read THIS ARTICLE instead.
Looking for advice on how to choose your new Mag Drill? THIS ARTICLE will help.



