
The last 100 years have seen massive change in almost every technical aspect of life, and lubricants are no different. A 1930’s engineer would not recognise at least 95% of the ingredients in many modern formulations and would have no understanding of the technologies used in their development.
After all the genuinely impressive development, you could be forgiven for thinking that the current crop of flood coolants was about as good as it can get, so there would be no reason to consider different ways to cool or lubricate the metal removal process. But that’s not the whole picture.

The thinking behind misting, or MQL, is not that new, the idea has been around for decades. However, over the past few years the concept has matured into something that’s creating a lot of interest. At Wolfmach, we already know that it works for many customers, but we also know that the current advances in flood coolant are working for many in our industry, too – just take a look at what people are saying about Altdorf Alaska 426, for example. In order to decide whether MQL is worth the hype, first you need to decide which way you prefer to cool and lubricate and that really means you need to consider which one is better for your operation.
Which brings us to the benefits of MQL over traditional flood coolant.
Let’s look at how flood coolant helps, which is essentially down to three things:
- Cooling - It cools by a combination of natural properties of the water it’s diluted in and the heat-drawing ability of the carrier oils and additives.
- Lubricating – Again, the base carrier oils and various additives create a friction-reducing emulsion.
- Flushing – By its very nature, the volume of coolant and the pressure that it’s under help to flush chips and debris away from the tool/material interfaces.
Flood coolant uses the volume and pressure of the coolant to flush away chips
Of course, many of the additives also protect against the effects of the essential water used, inhibiting corrosion and surface staining.
But what of MQL, how does that cool, lubricate and flush in comparison?
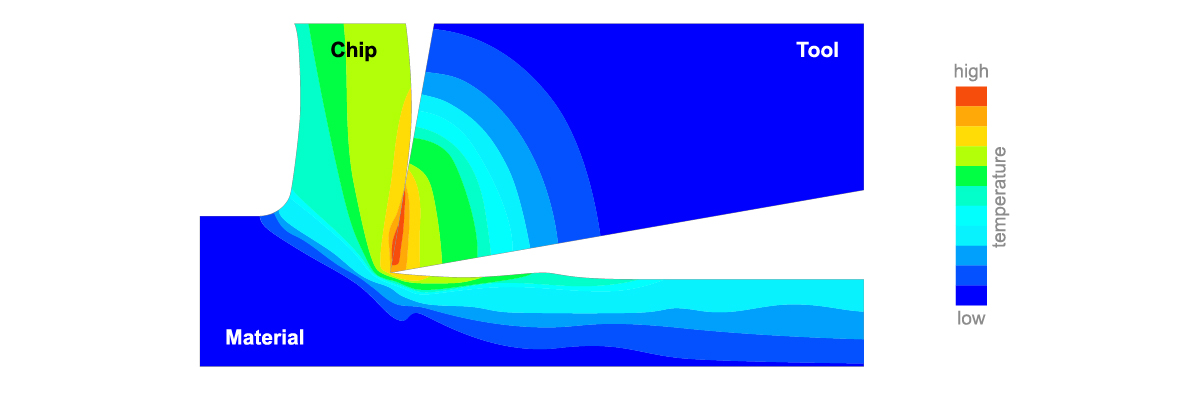
It puts all of the formulation’s chemistry in very close contact with the actual cutting process, ensuring that heat from both the primary and secondary shear zones is reduced by lubricating the tool/material interface with undiluted fluid. But not only does MQL protect the tool from friction-induced heat buildup better than flood coolants, it offers another significant improvement – reduced potential for repeat heat-shock cycling.
With flood coolants, the tool edge gets hot in the cut then is immediately doused in coolant, and with rotating tools this can lead to an unwanted cycling of hot/cool at the interface, resulting in tool wear and reduced tool life.
MQL works differently, controlling heat by lubrication rather than active cooling. This avoids the heat buildup in the tool by greatly reducing friction at the cutting interface. Convective cooling plays a part too, as the air used to deliver the fluid is blown across the surface of the cut and heat is also lost as some of the MQL is vaporised in the cut.
Because MQL fluids are designed for optimum lubricity at the cutting interface, you can think of the difference as flood cooling having a focus on heat removal whereas MQL achieves heat reduction through lubrication as the focus. This means that MQL is often at its most effective with high speeds and feeds, combined with short dwell times, making it particularly well suited to sawing.
Remember that MQL formulations are designed to work at the temperatures they attain while lubricating the tool and chip, so they do their job by using the unavoidable heat generated by the shearing of chip from the material to bring them to ‘operating temperature’. Friction between the tool and chip, or tool and material, is prevented by the lubrication of MQL. By comparison, flood coolant allows the frictional heat to occur then deals with it by transferring the heat to the fluid.

All of this is interesting in terms of how the two methods work, but what really matters is how they compare in costs and savings.
Firstly, although MQL is often referred to as “misting”, when run properly it produces virtually no aerosol particles, so it actually eliminates up to 100% of the environmental mist associated with flood cooling. It produces almost zero waste, leaving less than 2% fluid residue on the chips and almost none on the material (again, when set up to run properly).
Secondly, other costs are generally reduced. The cost per litre of MQL is typically higher than that of flood coolants, but the amount used/wasted per operation is minimal by comparison – often using less than 1/10,000th the amount required by flood cooling. Clean-up and reclaiming costs are eliminated, as are the associated costs of sump infections and the majority of staff health concerns.
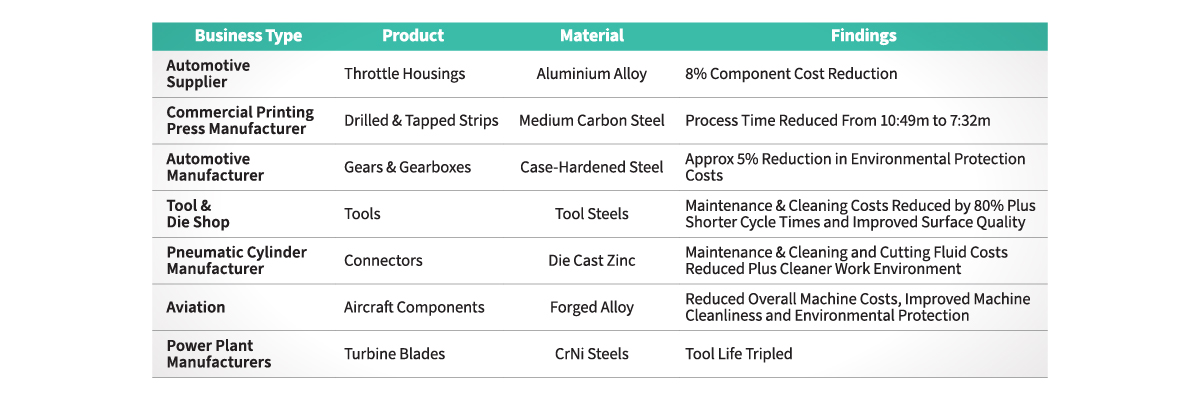
Thirdly, and of great significance, tool life can be substantially improved with properly run MQL. A three-year research project conducted by the German Ministry of Education & Research entitled “Research for Tomorrow’s Production” combined the results of 58 studies and the following excerpts summarise some of their most notable findings:
Finally, before we get too carried away, let’s have a little reality check…
Like most things in life, MQL is not for everyone. For some operators, flood coolant will still be the best option and with advances in the chemistry of modern formulations, it pays to do an honest assessment of whether MQL will actually deliver what you’re looking for.
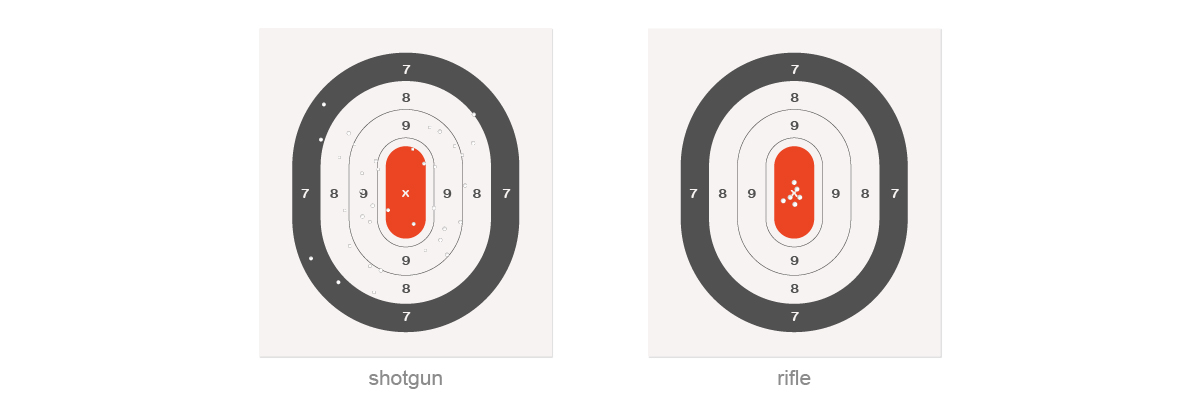
You could visualise the comparison between flood and MQL coolants as a competition between a shotgun and a sniper rifle. If your target is broad, tends to move about and lacks definition, a single, high-powered projectile will probably miss where a broad spray of shot will stand more chance of hitting the target. However, for those who have control over the variables, and can focus on precisely what they want to achieve, a single, steady shot will return a far greater kill rate.
To find out if you can get better results with MQL, or if a better food coolant option might suit you, get in touch with one of Wolfmach’s coolant experts for a full assessment and recommendation.
ALTDORF MISTING COOLANTS WILL BE ON PROMOTION THROUGH JANUARY & FEBRUARY 2026 – CONTACT US SOON TO ENSURE YOU CAN TAKE ADVANTAGE OF THESE DEALS!



